



SM385 china fanuc stjórnandi 5 ása svissneskur cnc rennibekkur til sölu
Eiginleiki sm385
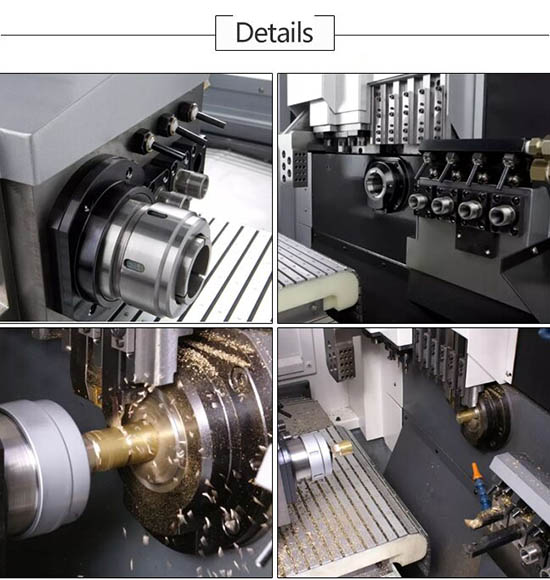
1. Mikill sveigjanleiki: Það er hægt að skipta um með eða án stýrishylkja.Hægt er að útbúa rafmagnstækið með hraðskipta þráðum hvirfilvindfræsingu, aflhaus, VDI tól, flísfæri, olíu 2. Stórt vinnslurými og auðveld aðgerð: auðvelt að skipta um tól, lóðrétt niður tólið getur náð besta flísaflutningnum.
3. FANUCα röðin er betri en β röð fyrir þverskips vélbúnaðarmótor og fóðurmótor.
1) α röðin er hæsta útbúinn mótor FANUC og nákvæmni hans, afköst og endingartími eru betri en β röðin.
2) β röð mótorar eru ekki með hitastigsgreiningu.Við stöðuga notkun eða mikið álag mun hitastig mótorsins halda áfram að hækka, sem mun skemma mótorinn og kerfið.
3) Snælda og servó magnarar fyrirtækisins okkar samþykkja α röð (FANUC er hæsta stillingin), og snælda og þvermagnarar eru aðskildir, β röð eru hagkvæmir magnarar og verðið er lægra en α röð, og snælda og þversum magnarar eru samþættir.Allt þarf að skipta út í síðari viðhaldi og endurnýjun, og viðhaldskostnaður β röð er hærri en α röð.α mótor tog, endurgjöf nákvæmni, upplausn kóðara og straumskynjun eru mun sterkari en β mótorar.
Forskrift
| Lýsa | Eining | SM385 | |||
| Vélvirki | Stýrikerfi |
| Fanuc 0i | Syntec | |
| Hámarks vinnsluþvermál | mm | ¢38 | |||
| Heilablóðfall | mm | 210 | |||
| Aðalsnælda/undirsnælda snúningur á mínútu | snúningur á mínútu | 8000/8000 | 6000/6000 | ||
| Fljótur yfirferðarhraði | m/mín | 32(X1:24m/mín) | 24 | ||
| Verkfæri | OD verkfæri | ea | 5×[□16×16] | ||
| Vinnutæki að framan | ea | 3×[Ø25-ER16]+2×[Ø20-ER16] | |||
| Krossdrifið verkfæri | ea | 4×[ER16] | |||
| Bakendaverkfæri (fast) | ea | 4×[Ø20-ER16] | |||
| Mótorar | Snælda mótor | kw | 5,5/7,5 | 5.5 | |
| Sub Spindle mótor | kw | 1,5/2,2 | 3 | ||
| Ekið | kw | 1 | |||
| Kross | kw | 0,55/1,1 | 1 | ||
| Kælivökvamótor | kw | 0,9 | |||
| Aðrir | Geymsla kælivökvatanks | L | 200 | ||
| Geymsla smurtanks | L | 1.8 | |||
| Hæð frá miðju á gólfi | mm | 1000 | |||
| Stærð | (L) | mm | 2760 | ||
| (W) | mm | 1564 | |||
| (H) | mm | 1882 | |||
| Þyngd | kg | 4500 | |||
| NC eftirlit | Stjórnanlegir ásar | 7 ás/4 ás | |||
| LCD | LCD 10,4" | ||||
| Staðlaðar breytur kerfisins | Standard | ||||
| Stíf slá | Standard | ||||
| Handhjól | Standard | ||||
| Samstilltur/hybrid stjórnun | Standard | ||||
| Helical interpolation | Standard | ||||
Kostur sm385 cnc rennibekkur vél
1. High-stífni beygja og mölun sameina vinnslu getu
Það er hægt að nota í atvinnugreinar eins og fjarskipti, heimilistæki, rafeindatækni og leikföng.Það einkennist af stóru þvermáli, flóknum aðferðum, mikilli nákvæmni kröfum, samsettri vinnslu beygju og mölunar og miklu magni af verkfærum.SM385 svissnesk gerð cnc rennibekkur hefur sterka beygju- og mölunarvinnslugetu og hægt að vinna í stærð með einum skurði.Hin hefðbundna vinnsluaðferð er að nota CNC rennibekkir, vinnslustöðvar (eða fræsunarvélar, borvélar), margar vélar og margar aðferðir til að ljúka vinnslunni.Fjöldi búnaðar sem krafist er er mikill, framleiðslu skilvirkni er lítil og vinnslu nákvæmni hlutanna eftir að vinnustykkið er annað klemmt er erfitt að tryggja.

2. SM385 svissnesk gerð cnc rennibekkur vél hefur mikla stífni snúning og mölun, með einni klemmu sem getur gert sér grein fyrir mikilli stífni ytri hrings vinnustykkisins, snúningshlið, snittari, gróp, skurð og þverfræsingu, borun, slá og framhlið og framhlið og Margar samsettar vinnslumöguleikar eins og að bora, slá og bora á bakhliðinni eftir klippingu.

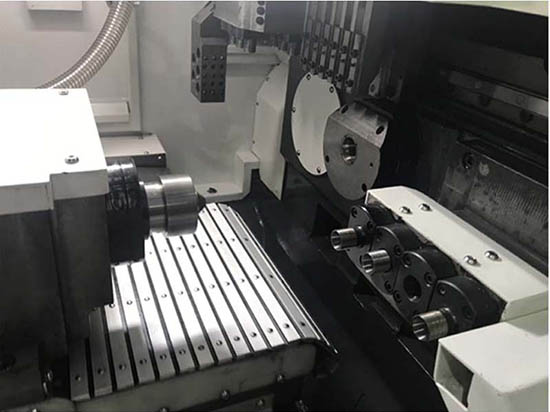
3. Tvöfaldur snælda hönnun fyrir bakvinnslu eftir klippingu og samtímis vinnslu
Fyrir hluta sem krefjast enga kúpta og íhvolfa galla í miðju aftari endaflatar vinnustykkisins, eða fyrir mjóa skafthluta sem krefjast þess að aðal- og undirspólur séu klemmdar og samstillt snúnar, og fyrir hluta sem krefjast fræsunar, borunar, leiðinlegt, og slá á skorið yfirborð, tvöfalt Snældalíkanið getur verið fullkomlega hæft.Að auki er hægt að stjórna aðal- og undirspindlum samtímis eða vinna sjálfstætt.
4. Sjálfvirk eyðufóðrun og sjálfvirk eyðsla á fullunnum vörum
Með því að stilla stöngafóðrari við fóðrun og stuttir/langir hlutar sem grípa við móttöku, getur vélbúnaðurinn gert sér grein fyrir „ein manneskja, margar vélar“ stillingu fyrir einn mann og marga umsjónarmenn, sem bætir sjálfvirkni búnaðarins og sparar mikið af fyrirtæki.Mannauður getur hjálpað mikið.
Að auki hefur „cnc svissneska rennibekkurinn“ líkanið einnig eftirfarandi framúrskarandi eiginleika:
1) Multi-axa tenging millifærsluaðgerð: til að bæta vinnslu skilvirkni á áhrifaríkan hátt og mæta vinnslu flókinna hluta;
2) Háhraða samstilltur snúningsstýrihylki: til að uppfylla kröfur um háhraða vinnslu;
3) Nægileg nákvæmni: til að mæta auknum nákvæmnikröfum flugs, nákvæmnistækja, samskiptabúnaðar og annarra hluta.






